TEL:
+86 13120555503
Hebrew
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com





פבר . 12, 2025 15:25 Back to list
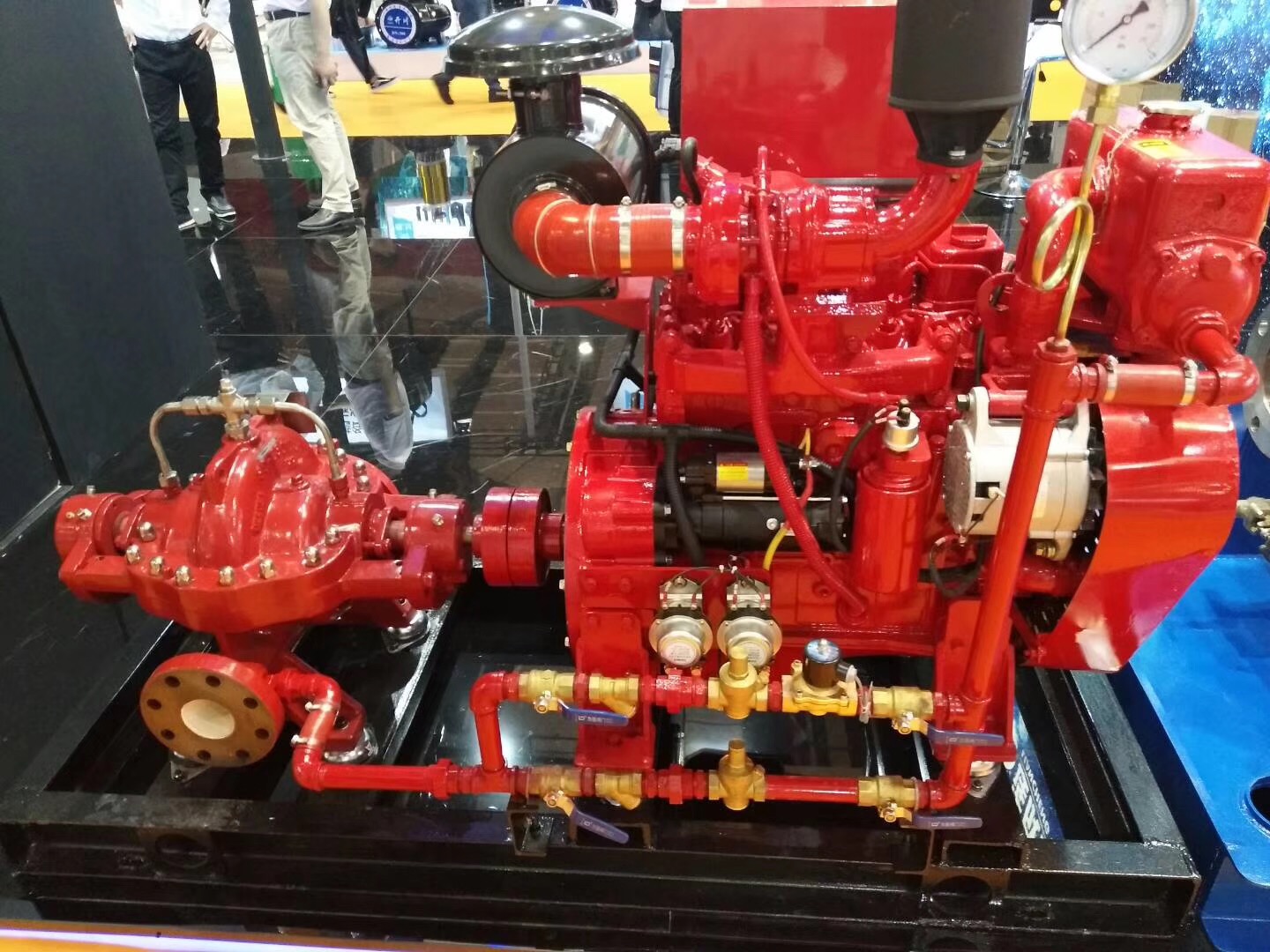
Horizontal Split Case Pump
The double suction split case pump represents a pinnacle of engineering in fluid movement technology, providing numerous advantages for industrial applications. This type of pump is known for its efficiency and reliability, making it a preferred choice for engineers and technicians.
Trust in double suction split case pumps is built over decades of proven performance and user satisfaction. Testimonials from industry leaders and case studies showcasing these pumps' success in harsh environments speak volumes about their dependability. Users consistently report reduced maintenance costs and unscheduled downtimes, coupled with improved energy savings. These practical experiences strengthen confidence in these pumps as a worthy investment with significant long-term benefits. For industry professionals looking to optimize their fluid management systems, understanding the specific conditions and requirements is essential. Proper sizing, installation, and operation of double suction split case pumps can maximize their lifespan and efficiency. Consulting with specialists and utilizing expert-designed models can further enhance outcomes, ensuring that the selected pump meets the exact needs without overburdening financial or operational resources. Innovations in materials and technology continue to push the capabilities of double suction split case pumps. Manufacturers are consistently exploring new alloys and coatings to protect pump components from corrosion and wear, further extending their service life. Additionally, integration with smart technologies and IoT for real-time monitoring and predictive maintenance is revolutionizing pump management, allowing operators to make data-driven decisions to avert potential failures. In conclusion, the double suction split case pump is a sophisticated and multifaceted tool in fluid handling, combining engineering excellence with practical functionality. Its efficiency, ease of maintenance, authoritative industry endorsements, and trustworthy performance make it an invaluable asset across various sectors. Investing in this type of pump not only assures operational excellence but also promises significant cost savings and environmental benefits. It stands as a testament to the continual advancements in pump technology, meeting modern demands with proven solutions.

Trust in double suction split case pumps is built over decades of proven performance and user satisfaction. Testimonials from industry leaders and case studies showcasing these pumps' success in harsh environments speak volumes about their dependability. Users consistently report reduced maintenance costs and unscheduled downtimes, coupled with improved energy savings. These practical experiences strengthen confidence in these pumps as a worthy investment with significant long-term benefits. For industry professionals looking to optimize their fluid management systems, understanding the specific conditions and requirements is essential. Proper sizing, installation, and operation of double suction split case pumps can maximize their lifespan and efficiency. Consulting with specialists and utilizing expert-designed models can further enhance outcomes, ensuring that the selected pump meets the exact needs without overburdening financial or operational resources. Innovations in materials and technology continue to push the capabilities of double suction split case pumps. Manufacturers are consistently exploring new alloys and coatings to protect pump components from corrosion and wear, further extending their service life. Additionally, integration with smart technologies and IoT for real-time monitoring and predictive maintenance is revolutionizing pump management, allowing operators to make data-driven decisions to avert potential failures. In conclusion, the double suction split case pump is a sophisticated and multifaceted tool in fluid handling, combining engineering excellence with practical functionality. Its efficiency, ease of maintenance, authoritative industry endorsements, and trustworthy performance make it an invaluable asset across various sectors. Investing in this type of pump not only assures operational excellence but also promises significant cost savings and environmental benefits. It stands as a testament to the continual advancements in pump technology, meeting modern demands with proven solutions.
Share
Latest news
-
ISG Series Vertical Pipeline Pump - Chi Yuan Pumps | High Efficiency & Energy Conservation
NewsAug.08,2025
-
ISG Series Vertical Pipeline Pump|Energy Efficiency&Durability
NewsAug.08,2025
-
Heavy-Duty Submersible Sludge Pump | High Performance Solutions
NewsAug.08,2025
-
ISG Series Vertical Pipeline Pump - Chi Yuan Pumps | Energy Efficiency & Low Noise
NewsAug.08,2025
-
ISG Series Vertical Pipeline Pump - Chi Yuan Pumps | High Efficiency, Low Noise
NewsAug.07,2025
-
ISG Series Pipeline Pump-Chi Yuan Pumps|High Efficiency, Low Noise
NewsAug.07,2025




