English
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com


Apr . 01, 2024 17:55 Back to list
vacuum slurry pump Performance Analysis and Manufacturing Specifications

Vacuum Slurry Pump Performance Analysis and Manufacturing Specifications
A vacuum slurry pump is a specialized heavy-duty industrial machine designed to transport high-density, abrasive fluids (slurries) from submerged or sealed environments where atmospheric pressure cannot be relied upon for suction. Positioned at the critical intersection of fluid dynamics and material science, these pumps serve as the primary transport mechanism in mineral processing, chemical synthesis, and wastewater treatment. Unlike standard centrifugal pumps, the vacuum slurry pump must maintain structural integrity under negative pressure conditions while resisting the aggressive erosive forces of suspended solids. Its core performance is defined by its Net Positive Suction Head (NPSH) capability, the volumetric efficiency of its impeller design, and the chemical compatibility of its wetted parts, ensuring a continuous flow of slurry without cavitation or premature component degradation.
Material Science & Manufacturing
The engineering of a vacuum slurry pump begins with the selection of materials capable of withstanding extreme abrasion and corrosive chemical attack. The primary wetted components—namely the impeller and volute casing—are typically manufactured from high-chromium white irons (e.g., ASTM A532) or natural rubber liners for lower-concentration, finer particles. High-chromium alloys provide a hard martensitic matrix with embedded primary carbides, offering a hardness typically exceeding 60 HRC, which is essential for resisting the scouring effect of silica and other mineral particulates.
Manufacturing processes involve precision investment casting for the impeller to ensure hydraulic balance and minimize turbulence, which could otherwise trigger cavitation in vacuum conditions. The casing is often subjected to centrifugal casting to eliminate porosity and ensure uniform wall thickness. For the shafting, duplex stainless steels or super alloys are employed to prevent stress corrosion cracking (SCC) and pitting. Key parameter control during manufacturing focuses on the dynamic balancing of the rotating assembly to G2.5 standards and the precision grinding of the shaft shoulders to ensure a vacuum-tight seal. The integration of a vacuum-rated mechanical seal or a specialized gland packing system is critical, utilizing silicon carbide (SiC) or tungsten carbide faces to maintain a hermetic seal against the external atmosphere while handling abrasive particles.
Performance & Engineering
Engineering a vacuum slurry pump requires a rigorous force analysis to mitigate the risks of cavitation and vibration. Under vacuum conditions, the fluid's static pressure decreases, increasing the likelihood that the liquid will reach its vapor pressure, leading to the formation of vapor bubbles. When these bubbles collapse near the impeller blades, they generate micro-jets with pressures exceeding several gigapascals, causing localized material fatigue and pitting. To counter this, engineers optimize the impeller's inlet geometry to minimize pressure drops and maximize the available NPSH.
Environmental resistance is further addressed through the application of specialized coatings and the calculation of the wear rate using the Archard equation, allowing for the prediction of the component's lifespan based on the slurry's particle size distribution and velocity. Compliance requirements dictate that the pump must operate within strict vibration limits (ISO 10816) to prevent fatigue failure of the bearing housings. Furthermore, the hydraulic design employs Computational Fluid Dynamics (CFD) to ensure a laminar flow profile, reducing the kinetic energy loss and improving the overall mechanical efficiency of the system when transporting non-Newtonian fluids.
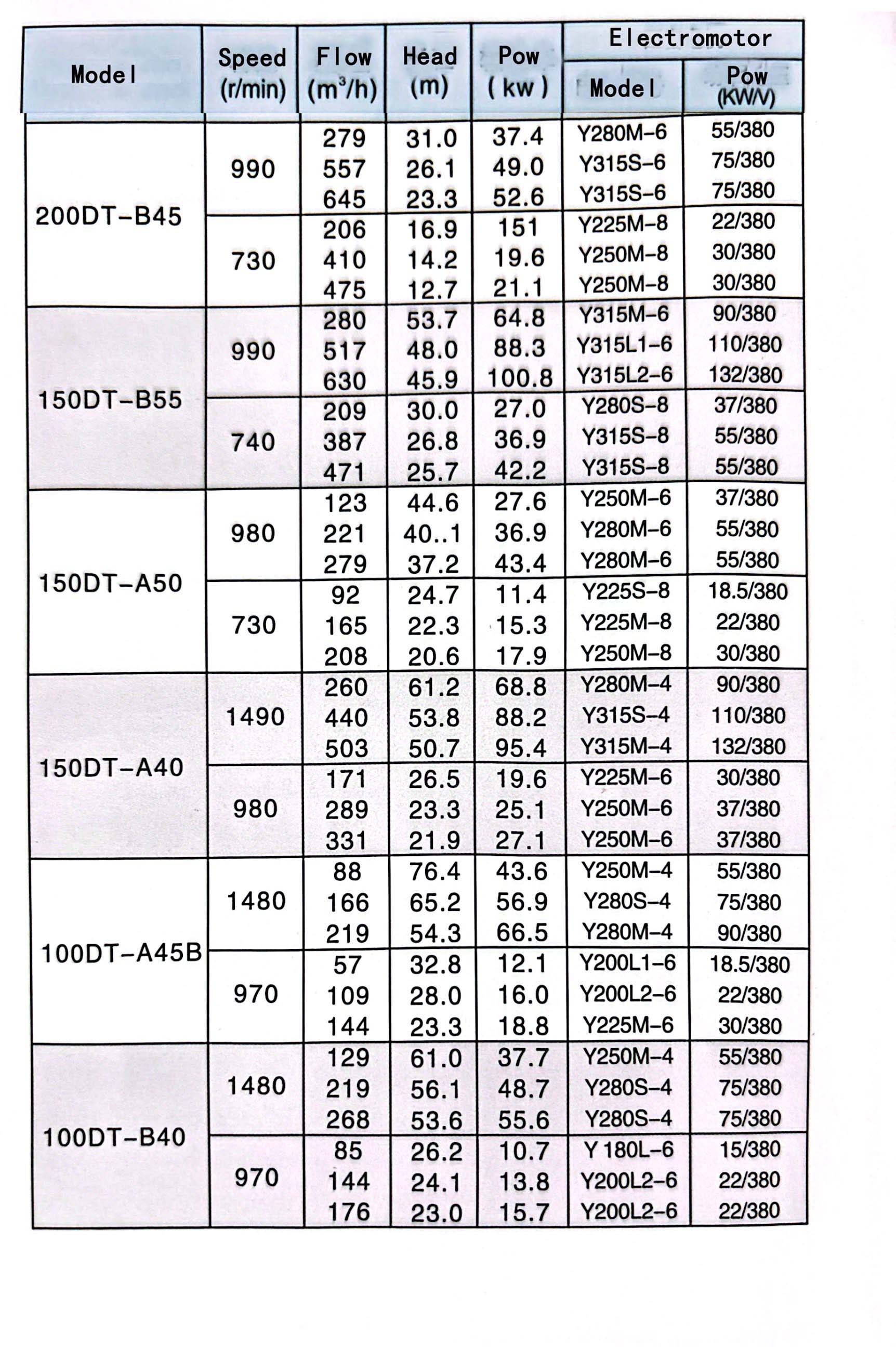
Technical Specifications
| Performance Parameter | Standard Duty Spec | Heavy Duty Spec | Ultra-High Abrasion Spec | Testing Standard |
|---|---|---|---|---|
| Max Flow Rate (m³/h) | 150 | 450 | 600 | ISO 9906 |
| Max Discharge Head (m) | 35 | 70 | 110 | ISO 9906 |
| Max Slurry Density (kg/m³) | 1300 | 1500 | 1800 | ASTM D2306 |
| Impeller Material | High-Cr Iron | Duplex SS | Ceramic-Lined Cr-Iron | ASTM A532 |
| Vacuum Seal Leak Rate | <0.5% vol/hr | <0.2% vol/hr | <0.1% vol/hr | API 682 |
| Max Particle Size (mm) | 5 | 12 | 25 | Internal Spec |
Failure Mode & Maintenance
The failure modes of vacuum slurry pumps are primarily driven by the interaction between abrasive particles and the hydraulic environment. One of the most prevalent failure modes is Erosive Wear, where the continuous impact of particles removes the protective oxide layer of the metal, leading to rapid wall thinning of the volute and impeller vanes. This typically manifests as a gradual decrease in discharge pressure and flow rate. Another critical failure is Cavitation Pitting, caused by the failure to maintain a sufficient vacuum margin, resulting in honeycombed surfaces on the impeller suction side.
Mechanical Seal Degradation occurs when abrasive fines penetrate the seal faces, causing scoring and subsequent loss of vacuum integrity. This leads to air ingress, which disrupts the prime and can cause the pump to lose suction entirely. To maintain these systems, a professional maintenance protocol must include: 1) Quarterly ultrasonic thickness gauging of the casing to monitor wear; 2) Vibration analysis of the bearing housings to detect misalignment or imbalance; 3) Regular flushing of the seal chamber to remove accumulated solids; and 4) Timely replacement of liners before the base metal is exposed. For severe failures, a Root Cause Analysis (RCA) involving Scanning Electron Microscopy (SEM) is recommended to determine if the failure was caused by chemical corrosion, fatigue cracking, or pure abrasion.
Industry FAQ
Q: How do you determine the correct impeller material for a specific slurry concentration?
A: We evaluate the slurry's chemical pH, the Mohs hardness of the suspended solids, and the particle size distribution. For highly abrasive but non-corrosive slurries, high-chromium white iron is preferred. If the slurry is chemically aggressive with low abrasion, we specify duplex stainless steels or rubber-lined components to prevent galvanic corrosion.
Q: What is the primary cause of vacuum loss in these pumps during operation?
A: The most common cause is the degradation of the mechanical seal or the wear of the gland packing. Once the sealing interface is compromised by abrasive particles, air is drawn into the system, breaking the vacuum and leading to a loss of prime.
Q: Can a vacuum slurry pump handle non-Newtonian fluids with high viscosity?
A: Yes, but the hydraulic design must be adjusted. High-viscosity fluids increase the internal friction losses, which significantly raises the required NPSH. We typically recommend oversized impellers and reduced rotational speeds to maintain efficiency and prevent cavitation.
Q: How does the presence of air in the slurry affect the pump's volumetric efficiency?
A: Entrained air reduces the effective density of the fluid and can lead to "air binding," where the impeller rotates in a gas pocket. This drastically reduces the volumetric efficiency and can cause severe vibration and instability in the flow rate.
Q: What is the recommended interval for replacing the wear liners?
A: While it varies by application, we recommend ultrasonic wall thickness measurements every 500 to 1,000 operating hours. Liners should be replaced when they reach 20% of their original thickness to prevent damage to the pump's structural casing.
Conclusion
The vacuum slurry pump is a complex engineering solution that demands a synergistic approach to material selection and hydraulic design. By integrating high-chromium alloys with precision-engineered vacuum seals and CFD-optimized flow paths, these pumps successfully overcome the dual challenges of abrasive wear and negative pressure instability. The technical logic dictates that longevity is not merely a product of material hardness, but of the precise management of fluid velocities and the mitigation of cavitation risks.
Looking forward, the industry is moving toward the integration of smart sensing—such as real-time erosion monitoring and AI-driven predictive maintenance—to further reduce downtime. For procurement and engineering teams, the emphasis must remain on the strict adherence to international standards and a deep understanding of the slurry's physical properties to ensure operational reliability and total cost of ownership optimization.
-
sump pump for septic systems Material Science Manufacturing
News2026-05-20
-
sump pump and ejector pump Material Science Manufacturing
News2026-05-20
-
sewage treatment plant pumps Performance Analysis
News2026-05-20
-
sewage tank pump Material Science and Manufacturing
News2026-05-20
-
sewage pump for septic tank Performance Analysis
News2026-05-20
-
Sewage Pump and Tank Performance Analysis
News2026-05-19
-
Sewage Ejector Pump Replacement Performance Analysis
News2026-05-19
-
sewage ejector pump for basement bathroom Material Science Manufacturing
News2026-05-19
-
sewage ejection pump Material Science and Manufacturing
News2026-05-19
-
in line sewage pump Performance Analysis
News2026-05-19
-
effluent sump pump Performance Analysis
News2026-05-18
-
best grinder pump for sewage Performance Engineering
News2026-05-18
-
basement waste water pump Performance Engineering
News2026-05-18
-
sump pump sewer Performance Analysis
News2026-05-18
-
sump pump for sewer Performance Analysis
News2026-05-18




