English
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com


Apr . 01, 2024 17:55 Back to list
slurry sump pump Performance Analysis and Manufacturing Specifications
Slurry Sump Pump Performance Analysis and Manufacturing Specifications
A slurry sump pump is a specialized industrial centrifugal pump designed to transport highly abrasive, viscous, and non-homogeneous fluids from collection sumps to processing units. Positioned as a critical component in the mid-stream of the mining, mineral processing, and wastewater treatment industry chains, these pumps must manage a complex phase mixture of solids (typically minerals, tailings, or grit) and liquids. The primary technical challenge lies in the simultaneous management of hydraulic efficiency and extreme wear resistance. Unlike standard water pumps, a slurry sump pump must counteract the kinetic energy of abrasive particles that cause rapid erosive wear on the impeller and volute. Consequently, the technical position of this equipment is defined by its ability to maintain a consistent flow rate and head pressure while operating under conditions of high solid-volume concentration and varying slurry densities.
Material Science & Manufacturing
The longevity of a slurry sump pump is fundamentally determined by the material science applied to its wetted parts. To combat abrasive wear and chemical corrosion, industry standards dictate the use of high-chrome alloys and specialized elastomers. High-chromium cast iron (typically 25% to 28% Cr) is employed for the impeller and liner because it forms hard primary carbides (M7C3) within a martensitic matrix, providing a hardness range of 55-65 HRC. For applications involving acidic or alkaline slurries, duplex stainless steels or CD4MCu are utilized to prevent pitting and stress corrosion cracking.
Manufacturing processes focus on precision casting and rigorous machining tolerances. The casting process involves controlled cooling rates to ensure a fine dendritic structure and minimize porosity, which could otherwise serve as initiation sites for erosive pitting. The impeller is often subjected to dynamic balancing to ISO 1940 G2.5 standards to eliminate vibrational stresses that lead to premature bearing failure. Furthermore, the volute casing is manufactured with replaceable wear liners. These liners are precision-machined to ensure a tight seal against the casing, preventing "bypass erosion" where slurry leaks between the liner and the shell, rapidly cutting through the outer housing. The shaft assembly is typically forged from high-tensile alloy steel and induction-hardened to increase fatigue strength and resist surface scoring.

Performance & Engineering
Engineering a slurry sump pump requires a deep dive into fluid dynamics and force analysis, specifically regarding the "critical settling velocity." To prevent the solids from precipitating within the pump casing, the flow velocity must be maintained above the settling velocity of the largest particles in the slurry. This necessitates the calculation of a specific "critical velocity" based on the Stokes' Law modification for high-concentration slurries, ensuring the pump operates in a regime that prevents sedimentation and plugging.
From an environmental and mechanical perspective, the pump must handle varying specific gravities (SG). As the slurry density increases, the required brake horsepower (BHP) rises linearly, placing higher torque demands on the motor and couplings. Engineering focus is placed on the Net Positive Suction Head available (NPSHa) versus required (NPSHr) to prevent cavitation. In slurry applications, cavitation is compounded by "solid-induced cavitation," where particles trigger pressure drops that lead to localized vapor bubbles, which, upon collapse, accelerate the erosion of the impeller vanes. To mitigate this, engineers implement oversized suction nozzles and optimized impeller eye geometries to reduce entrance losses and maintain a laminar flow profile.
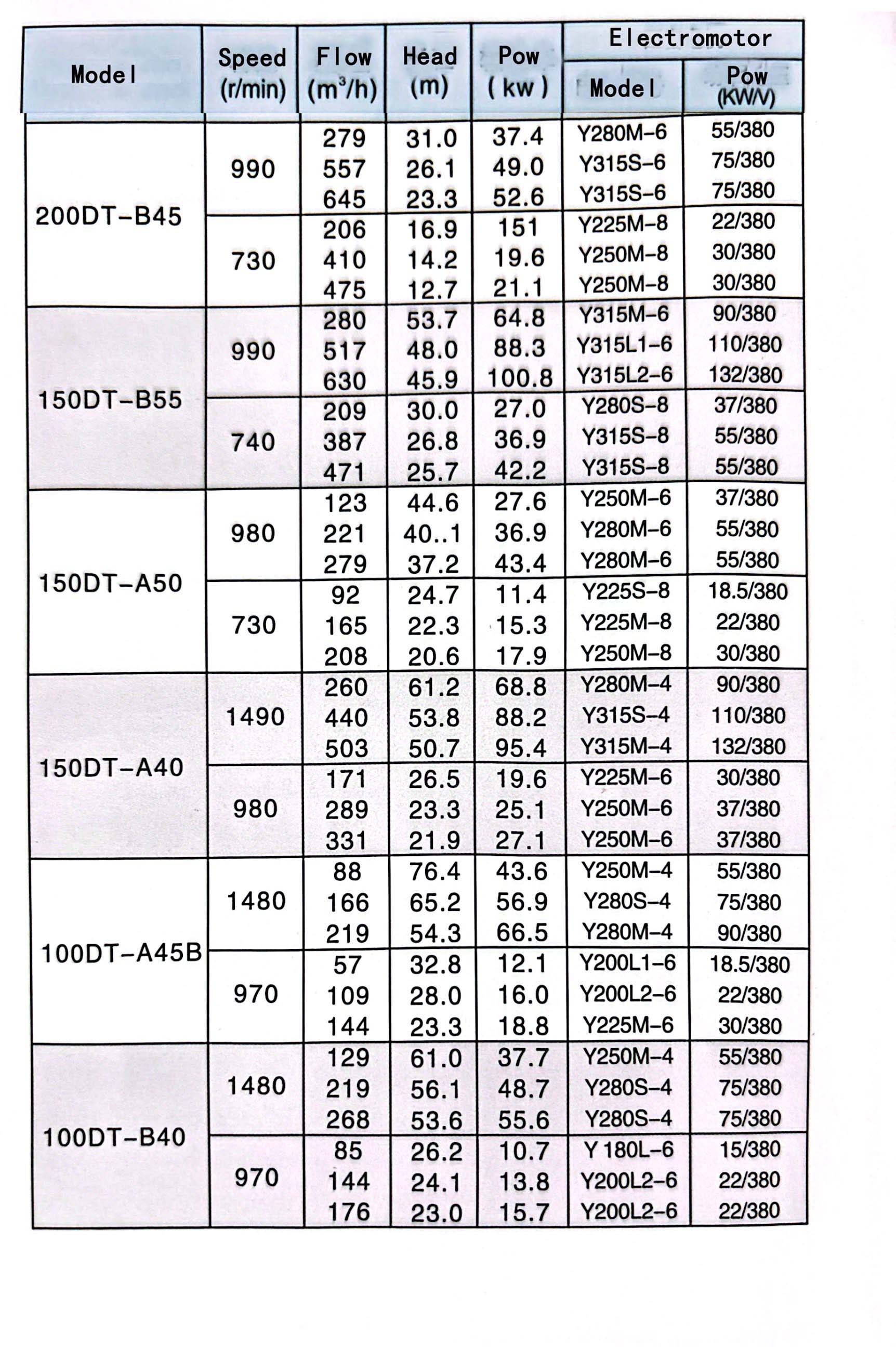
Technical Specifications
| Parameter Dimension | Light Duty Slurry | Medium Duty Slurry | Heavy Duty Slurry | Extreme Abrasive |
|---|---|---|---|---|
| Max Particle Size (mm) | < 5 mm | 5 - 15 mm | 15 - 40 mm | > 50 mm |
| Wetted Material | High-Chrome Iron | 27% Cr Alloy | Rubber Lined/Cr-Alloy | Ceramic Composite |
| Max Specific Gravity | 1.1 - 1.3 | 1.3 - 1.5 | 1.5 - 1.8 | 1.8 - 2.2 |
| Max Flow Rate (m³/h) | Up to 1200 | Up to 800 | Up to 500 | Up to 300 |
| Impeller Type | Closed Vane | Semi-Open | Open / Vortex | Specialized Vortex |
| Bearing Seal Type | Mechanical Seal | Expeller Seal | Double Mechanical | Pressurized Gland |
Failure Mode & Maintenance
Failure analysis of slurry sump pumps generally identifies four primary modes: erosive wear, corrosive degradation, mechanical fatigue, and seal failure. Erosive wear occurs primarily at the impeller tips and the volute tongue, where fluid velocity is highest. This is characterized by "scouring" and thinning of the wall thickness. Corrosive degradation occurs when the chemical composition of the slurry attacks the passive layer of the alloy, leading to pitting or intergranular corrosion, especially in the presence of chlorides.
Mechanical fatigue typically manifests as shaft deflection or cracking due to the unbalanced load of uneven slurry distribution entering the impeller. This is often exacerbated by operating the pump too far from its Best Efficiency Point (BEP), leading to excessive radial thrust. Seal failure is the most frequent maintenance trigger, often caused by the ingress of abrasive fines into the seal faces, which act as a grinding compound, rapidly wearing down the silicon carbide or tungsten carbide faces.
Professional maintenance protocols include: 1. Implementation of a vibration monitoring system to detect bearing wear before catastrophic failure. 2. Regular ultrasonic thickness testing of the volute liners to schedule replacements before the main casing is breached. 3. Ensuring a consistent flush water supply to the seal gland to maintain a positive pressure barrier against slurry ingress. 4. Precision alignment using laser tools to minimize coupling stress.
Industry FAQ
Q: How do we determine whether to use a rubber-lined or a high-chrome alloy liner for our sump pump?
A: The choice depends on the particle size and the nature of the abrasion. Rubber liners are superior for fine, sandy slurries where "impact abrasion" is low but "sliding abrasion" is high, as the elastomer absorbs the energy. High-chrome alloys are mandatory for coarse, large-particle slurries where the impact energy would tear or shred a rubber lining.
Q: Why is the pump experiencing sudden drops in head pressure despite the motor running at full speed?
A: This is typically indicative of internal recirculation caused by excessive wear of the wear rings or the impeller clearance. When the gap between the impeller and the volute increases, fluid leaks back to the suction side, reducing the effective discharge pressure and efficiency.
Q: What is the impact of operating the pump below the critical settling velocity?
A: Operating below this threshold leads to the accumulation of solids in the pump casing and suction piping. This creates "dead zones" where solids settle, eventually leading to total blockage, increased vibration due to imbalance, and potential pump seizure.
Q: Can we increase the impeller diameter to achieve a higher head, or will this affect the slurry handling?
A: While increasing the diameter increases the head, it also increases the tip speed. In slurry applications, erosion rates increase exponentially with velocity (often to the 3rd power). Increasing the diameter may lead to a disproportionate increase in wear rates, significantly shortening the Mean Time Between Failures (MTBF).
Q: How do we mitigate the risk of cavitation when pumping high-density tailings?
A: To mitigate cavitation, you must increase the NPSHa by raising the slurry level in the sump or lowering the pump installation height. Additionally, utilizing a larger suction pipe diameter to reduce frictional head loss and ensuring the suction strainer is clear of debris are critical engineering steps.
Conclusion
The operational efficiency of a slurry sump pump is not merely a function of motor power, but a complex intersection of material science, hydraulic engineering, and rigorous maintenance. The integration of high-chromium alloys and precision-engineered wear liners is essential to combat the relentless nature of abrasive erosion. By prioritizing the balance between flow velocity and settling rates, and adhering to strict NPSH requirements, operators can ensure the stability of the slurry transport system and minimize unscheduled downtime.
Looking forward, the industry is shifting toward "intelligent pumping," incorporating real-time wear sensors and variable frequency drives (VFDs) to optimize flow based on real-time slurry density. For procurement and engineering teams, the focus must remain on the total cost of ownership (TCO) rather than initial capital expenditure, as the selection of superior materials and precise engineering specifications directly dictates the long-term profitability and reliability of the industrial process.
-
sump pump for septic systems Material Science Manufacturing
News2026-05-20
-
sump pump and ejector pump Material Science Manufacturing
News2026-05-20
-
sewage treatment plant pumps Performance Analysis
News2026-05-20
-
sewage tank pump Material Science and Manufacturing
News2026-05-20
-
sewage pump for septic tank Performance Analysis
News2026-05-20
-
Sewage Pump and Tank Performance Analysis
News2026-05-19
-
Sewage Ejector Pump Replacement Performance Analysis
News2026-05-19
-
sewage ejector pump for basement bathroom Material Science Manufacturing
News2026-05-19
-
sewage ejection pump Material Science and Manufacturing
News2026-05-19
-
in line sewage pump Performance Analysis
News2026-05-19
-
effluent sump pump Performance Analysis
News2026-05-18
-
best grinder pump for sewage Performance Engineering
News2026-05-18
-
basement waste water pump Performance Engineering
News2026-05-18
-
sump pump sewer Performance Analysis
News2026-05-18
-
sump pump for sewer Performance Analysis
News2026-05-18




