English
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com


Apr . 01, 2024 17:55 Back to list
slurry pump near me Manufacturing Specifications and Performance Analysis
Slurry Pump Manufacturing Specifications and Performance Analysis
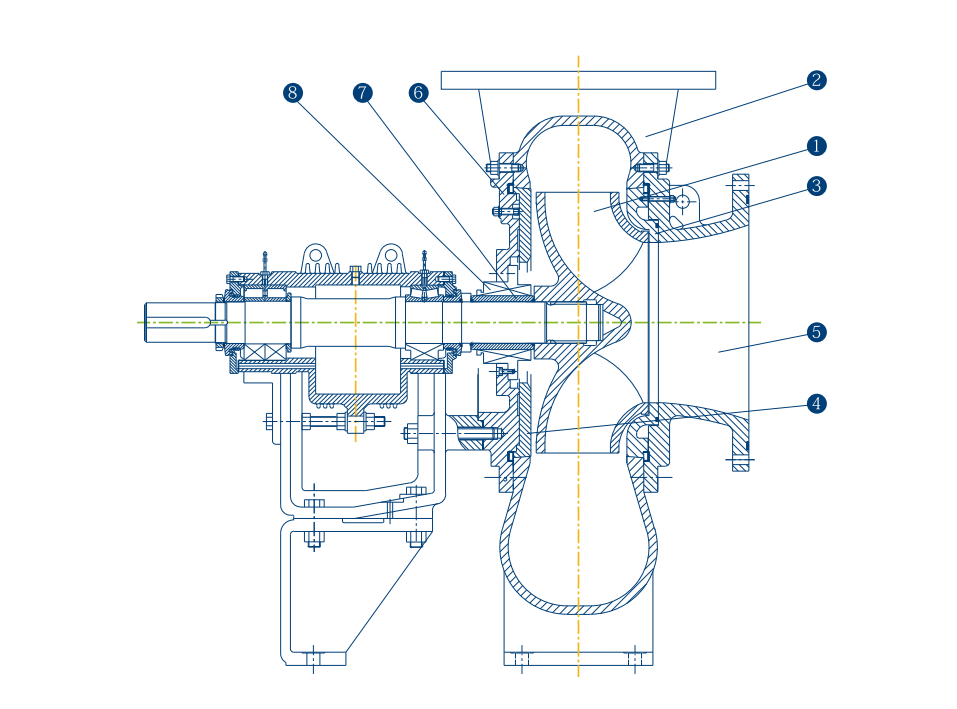
Slurry pumps are specialized centrifugal pumping systems engineered to transport fluids containing high concentrations of suspended solid particles, ranging from fine silts to coarse mineral ores. In the industrial chain, these pumps serve as the critical conduit between extraction/processing and refining/tailings disposal. The technical positioning of a slurry pump is defined by its ability to mitigate the destructive effects of abrasive wear and corrosive chemical attacks while maintaining a consistent volumetric flow rate. Core performance is measured by the pump's capability to handle high specific gravity fluids, manage varying particle size distributions, and resist internal erosion through advanced metallurgical selection and precise hydraulic design. The efficiency of these systems directly impacts the operational expenditure (OPEX) of mining, dredging, and chemical processing facilities.
Material Science & Manufacturing
The engineering of slurry pumps begins with material science, specifically focusing on the tribological interaction between the abrasive slurry and the pump internals. The primary challenge is the prevention of erosive wear, where high-velocity particles impact the pump liner and impeller. To combat this, high-chrome white irons (ASTM A532) are utilized, typically containing 25% to 28% chromium to form hard M7C3 carbides within a martensitic matrix, providing a hardness typically exceeding 60 HRC. For highly corrosive environments, duplex stainless steels or rubber-lined components (natural rubber or polyurethane) are employed to provide a resilient surface that absorbs particle impact energy rather than resisting it through hardness.
The manufacturing process involves precision casting and rigorous heat treatment. Investment casting or sand casting is used to create the complex geometries of the volute and impeller. Following casting, a controlled quenching and tempering process is mandatory to eliminate internal stresses and ensure a uniform metallurgical structure, preventing premature cracking under hydraulic load. Key parameter control during manufacturing includes the management of the "clearance gap" between the impeller and the wear plate; excessive gaps lead to internal recirculation and accelerated turbulence-induced erosion, while overly tight gaps risk catastrophic seizure during solids-loading surges. Furthermore, dynamic balancing of the impeller according to ISO 1940 standards is critical to minimize vibration-induced fatigue in the shaft and bearings.

Performance & Engineering
The engineering performance of a slurry pump is governed by the laws of fluid dynamics and the rheology of non-Newtonian fluids. A critical focus is the Critical Settling Velocity (CSV), the minimum flow velocity required to keep solids suspended and prevent pipe blockage or "sanding." Engineering calculations must account for the slurry's apparent viscosity and the particle size distribution (PSD). If the velocity drops below the CSV, the pump experiences increased friction and localized wear patterns known as "channeling."
Force analysis in slurry pumps focuses on the radial thrust exerted on the shaft, which is significantly higher than in clean water pumps due to the uneven distribution of slurry density around the impeller. To mitigate this, heavy-duty bearing housings and reinforced shafts are engineered to handle high bending moments. Environmental resistance is managed through the selection of mechanical seals or gland packing systems; in slurry applications, "expeller seals" are often used to create a centrifugal barrier that prevents solids from entering the bearing housing. Compliance requirements often dictate the use of explosion-proof motors (ATEX/IECEx) for pumps operating in volatile mining environments. The functional implementation relies on the Net Positive Suction Head (NPSH) margin to prevent cavitation, which is exacerbated in slurries as the presence of solids can trigger vapor bubble formation at higher pressures than in pure liquids.
Technical Specifications
| Performance Parameter | High-Chrome Alloy Model | Natural Rubber Lined Model | Duplex Steel Model | Composite Material Model |
|---|---|---|---|---|
| Max. Particle Size (mm) | 110 mm | 60 mm | 80 mm | 50 mm |
| Max. Slurry Density (g/cm³) | 1.65 | 1.30 | 1.50 | 1.40 |
| Abrasive Resistance (Hardness) | 60-65 HRC | 60-70 Shore A | 25-30 HRC | Variable |
| Max. Operating Pressure (MPa) | 2.5 | 1.2 | 3.0 | 1.8 |
| Corrosion Rate (mm/year) | Low (Acidic) | Very Low | Extremely Low | Moderate |
| Efficiency Range (%) | 72% - 85% | 65% - 78% | 75% - 88% | 68% - 82% |
Failure Mode & Maintenance
Failure analysis in slurry pumps typically reveals four primary modes: erosive wear, corrosive pitting, fatigue cracking, and seal failure. Erosive wear occurs when the impact angle of particles optimizes the removal of material from the impeller vanes, leading to a loss of head and efficiency. This is often identified by a gradual increase in power consumption for the same flow rate. Corrosive pitting is prevalent in acidic slurries, where the protective oxide layer of the metal is chemically stripped, allowing particles to remove the underlying weakened material more rapidly (synergistic erosion-corrosion).
Fatigue cracking generally originates at the shaft-sleeve interface or the impeller keyway, caused by cyclic loading and vibration. This is often the result of operating the pump too far from its Best Efficiency Point (BEP). Seal failure is the most frequent maintenance trigger, usually caused by the ingress of abrasive particles into the seal faces, leading to scoring and leakage.
Professional maintenance solutions include: 1. Implementation of Condition Monitoring (CM) using vibration sensors to detect bearing wear early. 2. Regular ultrasonic thickness testing (UT) of the volute liner to schedule replacements before the casing is breached. 3. Use of automated flushing systems to keep seal faces clean of solids. 4. Precision alignment using laser tools to reduce radial loads and extend the mean time between failures (MTBF).
Industry FAQ
Q: How do we determine whether to specify a high-chrome alloy or a rubber-lined pump for a specific slurry application?
A: The selection depends on the particle size and the nature of the abrasion. High-chrome alloys are preferred for large, sharp, and hard particles that cause high-impact erosion. Rubber lining is superior for fine, sandy particles that cause "scrubbing" wear, as the elastomer absorbs the energy of small particles more effectively than hard metals.
Q: What is the impact of slurry viscosity on the NPSH requirements of the pump?
A: Increased viscosity leads to higher frictional losses in the suction piping, which reduces the available NPSH. If the available NPSH falls below the required NPSH (NPSHr), cavitation occurs. For high-viscosity slurries, we typically recommend increasing the suction pipe diameter or lowering the pump installation height relative to the source.
Q: Why is "hunting" or surging observed in the discharge pressure of slurry pumps?
A: This is often caused by "slugging," where the slurry concentration fluctuates. When a high-density slug enters the pump, the required brake horsepower (BHP) spikes, causing a momentary drop in RPM and a subsequent surge in pressure. This can be mitigated by installing a surge tank or using a variable frequency drive (VFD) to stabilize flow.
Q: Can a slurry pump be operated in a dry state for short periods?
A: Absolutely not. Slurry pumps rely on the fluid for cooling and lubrication of the internal components. Dry running will lead to rapid overheating of the mechanical seals and potential thermal distortion of the impeller, leading to catastrophic failure upon restart.
Q: How does the presence of air in the slurry affect the pump's volumetric efficiency?
A: Entrained air reduces the effective density of the fluid and can cause "air binding" in the impeller eye. This leads to significant drops in discharge pressure and can cause severe vibration and cavitation-like damage to the impeller vanes due to the collapse of air bubbles.
Conclusion
The operational integrity of a slurry pump is the result of a precise alignment between metallurgical selection, hydraulic engineering, and rigorous maintenance protocols. By analyzing the synergy between particle hardness, fluid chemistry, and flow dynamics, engineers can optimize the pump's lifespan and reduce the total cost of ownership. The transition from reactive to predictive maintenance, supported by ultrasonic monitoring and vibration analysis, is essential for maximizing uptime in high-abrasion environments.
Looking forward, the integration of Computational Fluid Dynamics (CFD) and additive manufacturing for complex impeller geometries will further enhance volumetric efficiency and wear resistance. Industry professionals are encouraged to prioritize the calculation of Critical Settling Velocity and the strict adherence to NPSH margins to ensure the long-term stability of slurry transport systems in increasingly demanding industrial applications.
-
Comprehensive Guide to Waterproof ORings for Optimal Sealing Solutions
News2026-06-09
-
heavy duty submersible pump Performance Analysis
News2026-06-25
-
best submersible pump for septic tank Performance Analysis
News2026-06-25
-
basement sewer ejector pump Performance Analysis
News2026-06-25
-
basement pumps ejector pumps Performance Analysis
News2026-06-25
-
basement lift pump Performance and Engineering
News2026-06-25
-
basement bathroom pump systems Performance Analysis
News2026-06-24
-
basement bathroom ejector pump system Performance Engineering
News2026-06-24
-
2 hp sewage pump Performance Engineering
News2026-06-24
-
1 hp septic pump Performance Engineering
News2026-06-24
-
submersible effluent pump Performance Analysis
News2026-06-24
-
submergable pump Material Science
News2026-06-23
-
sewer injection pump Performance Engineering
News2026-06-23
-
Sewer Ejector Pump System Performance Analysis
News2026-06-23
-
septic tank pump for sale Performance Engineering
News2026-06-23




