English
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com


Apr . 01, 2024 17:55 Back to list
slurry pump distributor Performance Analysis and Engineering Specifications
Slurry Pump Distributor Performance Analysis and Engineering Specifications
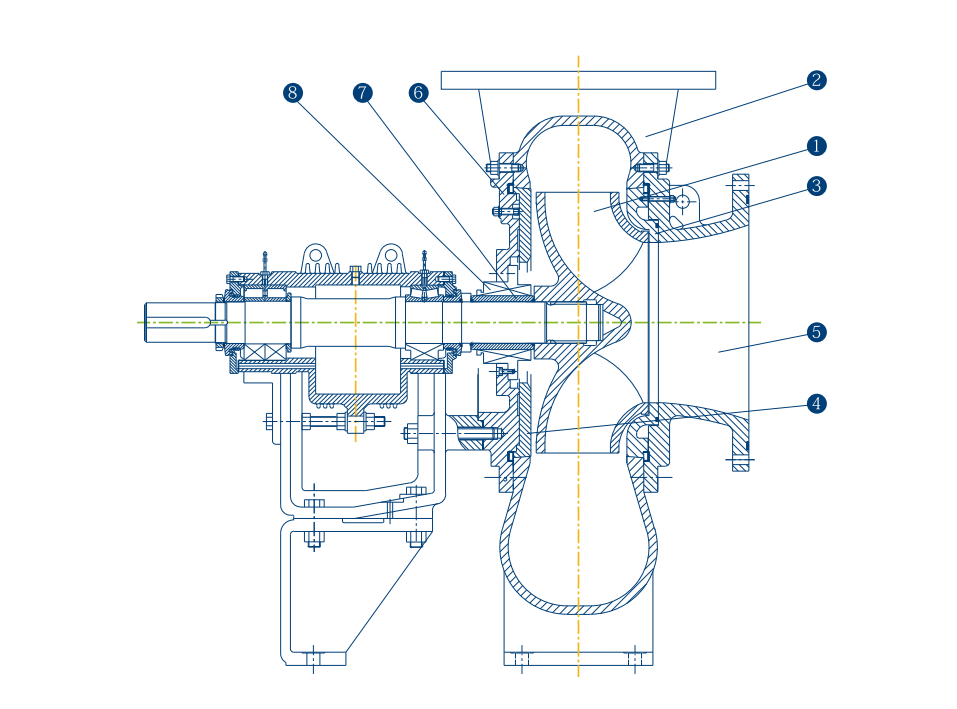
The slurry pump distributor serves as a critical hydraulic interface within the pumping system, designed to regulate the flow distribution, modulate pressure fluctuations, and ensure the uniform intake of abrasive solids into the impeller eye. In industrial mining, dredging, and chemical processing, the distributor acts as the primary mechanism to prevent cavitation and reduce the incidence of turbulent eddies that can lead to premature erosion of the pump volute. By optimizing the kinetic energy transition of the incoming slurry, the distributor enhances the overall volumetric efficiency and extends the Mean Time Between Failures (MTBF) of the rotating assembly. Its technical position is pivotal: it bridges the gap between the suction pipeline and the high-velocity energy conversion zone, ensuring that the slurry density remains homogenous and the flow profile is laminarized prior to impeller engagement.
Material Science & Manufacturing
The engineering of a slurry pump distributor requires a sophisticated approach to material science due to the simultaneous exposure to high-velocity abrasive particles and corrosive chemical environments. The primary material selection typically revolves around High-Chrome White Irons (ASTM A532) or specialized Nickel-Hard alloys. High-chromium cast irons (containing 25% to 30% Cr) are utilized to form a dense matrix of M7C3 carbides, providing a hardness typically exceeding 60 HRC, which is essential for resisting the scouring action of silica and alumina particulates.
Manufacturing processes involve precision investment casting followed by rigorous heat treatment cycles. The austenitization and quenching processes are strictly controlled to eliminate retained austenite, which would otherwise compromise the wear resistance. Following casting, the distributor undergoes CNC precision machining to ensure concentricity and surface smoothness. Surface roughness (Ra) is kept within tight tolerances to minimize skin friction and prevent the localized accumulation of solids. In extreme corrosive environments, the distributor may be coated with tungsten carbide (WC) via High-Velocity Oxy-Fuel (HVOF) spraying or subjected to ceramic lining to create an impermeable barrier against acid-induced degradation.

Performance & Engineering
From an engineering perspective, the slurry pump distributor is analyzed through the lens of Computational Fluid Dynamics (CFD) to minimize the Total Dynamic Head (TDH) losses. The core performance metric is the distribution coefficient, which measures the uniformity of the flow entering the impeller. Engineering focus is placed on the "velocity gradient" across the distributor's geometry; excessive gradients lead to centrifugal separation of solids, causing uneven wear on the impeller vanes.
Force analysis indicates that the distributor must withstand significant hydraulic thrust and vibration induced by the passage of large solids. The structural integrity is verified through Finite Element Analysis (FEA) to ensure that the von Mises stress does not exceed the yield strength of the selected alloy under peak surge pressures. Furthermore, environmental resistance is quantified by the Erosion-Corrosion rate, where the synergistic effect of mechanical wear removing the passive oxide layer and subsequent chemical attack accelerates material loss. Compliance requires that the distributor design accommodates the specific gravity of the slurry, typically ranging from 1.1 to 1.6, to maintain the required Net Positive Suction Head (NPSH) and avoid vapor bubble formation.
Technical Specifications
| Material Grade | Hardness (HRC) | Max Particle Size (mm) | Corrosion Resistance Rate | Operating Temp (°C) | Surface Finish (Ra) |
|---|---|---|---|---|---|
| ASTM A532 Class III | 58-62 | 12.0 | Moderate | -10 to 120 | 3.2 µm |
| High-Chrome 27% | 60-65 | 15.0 | High | -20 to 150 | 1.6 µm |
| Duplex Stainless 2205 | 25-35 | 8.0 | Very High | -40 to 200 | 0.8 µm |
| WC-Co Coating | 70-75 | 10.0 | Extreme | -20 to 300 | 0.4 µm |
| Ni-Hard 4 | 52-58 | 20.0 | Low | -10 to 100 | 6.3 µm |
| Ceramic Lined | >80 | 5.0 | Absolute | -50 to 400 | 0.2 µm |
Failure Mode & Maintenance
The primary failure modes of a slurry pump distributor are characterized by abrasive wear and cavitation-induced pitting. Abrasive wear typically manifests as "channeling" or "grooving," where high-velocity streams of slurry carve paths into the material, destroying the flow symmetry and increasing vibration. Cavitation occurs when the local pressure drops below the vapor pressure of the liquid, leading to the implosion of bubbles that create microscopic craters on the surface, eventually resulting in structural fatigue and cracking.
Furthermore, "delamination" may occur in coated distributors if the bond between the substrate and the WC layer is compromised by thermal cycling. Maintenance protocols must include ultrasonic thickness testing (UT) every 2,000 operating hours to monitor material loss. Professional restoration involves grinding the worn surfaces to a clean metallic state followed by the application of specialized cold-spray or thermal-spray overlays. To prevent premature failure, operators should ensure the suction line is fully primed and that the slurry concentration does not exceed the critical solids-by-volume percentage specified in the pump's operational manual.
Industry FAQ
Q: How do we determine if the distributor is failing due to cavitation or pure abrasion?
A: Cavitation typically presents as localized, deep, sponge-like pitting and craters in areas of low pressure, whereas abrasion manifests as smooth, directional grooves or a general thinning of the wall thickness aligned with the flow path.
Q: Which material is preferred for high-acid slurry environments with low abrasive content?
A: For high-acid but low-abrasion applications, Duplex Stainless Steels or high-nickel alloys are preferred over high-chrome irons, as the latter are susceptible to rapid chemical leaching of the binder phase.
Q: What is the impact of improper distributor alignment on the impeller lifespan?
A: Misalignment creates turbulent flow and asymmetric loading on the impeller, leading to uneven wear patterns and increased radial loads on the shaft, which significantly accelerates bearing failure and seal leakage.
Q: Can a distributor be field-repaired using epoxy resins?
A: Epoxy resins are generally unsuitable for high-velocity slurry zones due to their low shear strength and poor erosion resistance. Only metallurgical cladding or ceramic liners are recommended for industrial-grade restoration.
Q: How does the slurry density affect the distributor's hydraulic performance?
A: Increased slurry density increases the viscosity and the momentum of the particles, which elevates the impact energy on the distributor walls. This requires a shift toward higher HRC materials to maintain the same service interval.
Conclusion
The slurry pump distributor is far more than a simple flow-guide; it is a precision-engineered component that dictates the hydraulic stability and longevity of the entire pumping assembly. By integrating advanced material science—specifically the use of high-chromium alloys and carbide coatings—with rigorous CFD-driven geometry optimization, industry operators can significantly reduce operational downtime and energy consumption. The synergy between hardness and corrosion resistance remains the primary technical pivot for ensuring performance in harsh industrial environments.
Looking forward, the integration of smart sensors within the distributor housing for real-time wear monitoring will likely become the industry standard. It is recommended that procurement managers shift from a "lowest initial cost" model to a "Total Cost of Ownership" (TCO) approach, prioritizing materials with higher initial specifications to mitigate the long-term costs associated with frequent replacements and system inefficiencies.
-
Comprehensive Guide to Waterproof ORings for Optimal Sealing Solutions
News2026-06-09
-
heavy duty submersible pump Performance Analysis
News2026-06-25
-
best submersible pump for septic tank Performance Analysis
News2026-06-25
-
basement sewer ejector pump Performance Analysis
News2026-06-25
-
basement pumps ejector pumps Performance Analysis
News2026-06-25
-
basement lift pump Performance and Engineering
News2026-06-25
-
basement bathroom pump systems Performance Analysis
News2026-06-24
-
basement bathroom ejector pump system Performance Engineering
News2026-06-24
-
2 hp sewage pump Performance Engineering
News2026-06-24
-
1 hp septic pump Performance Engineering
News2026-06-24
-
submersible effluent pump Performance Analysis
News2026-06-24
-
submergable pump Material Science
News2026-06-23
-
sewer injection pump Performance Engineering
News2026-06-23
-
Sewer Ejector Pump System Performance Analysis
News2026-06-23
-
septic tank pump for sale Performance Engineering
News2026-06-23




