English
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com


Apr . 01, 2024 17:55 Back to list
portable slurry pump Manufacturing Specifications and Performance Analysis

Portable Slurry Pump Manufacturing Specifications and Performance Analysis
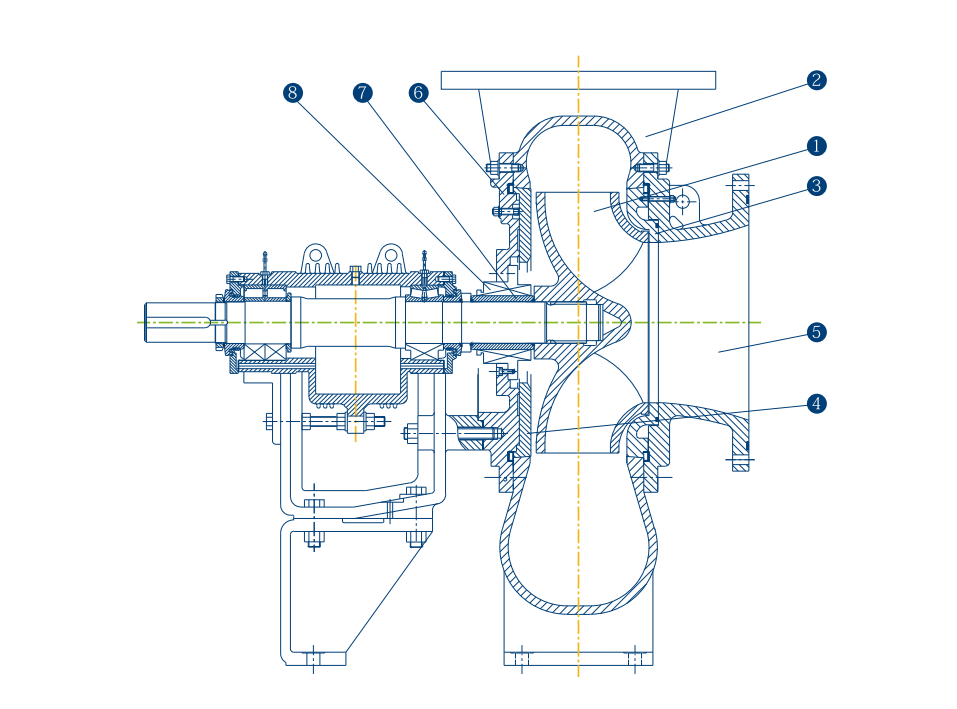
A portable slurry pump is a specialized centrifugal hydraulic machine engineered to transport non-Newtonian fluids containing suspended solid particles, ranging from fine silts to coarse mineral aggregates. Positioned critical to the mid-stream of industrial processing, these pumps bridge the gap between extraction and refinement in mining, dredging, and chemical processing. Unlike standard water pumps, the portable slurry pump must manage high-density mediums with significant abrasive properties while maintaining mobility for rapid deployment in rugged environments. Its core performance is defined by the synergy between hydraulic efficiency, the erosion resistance of the wetted parts, and the mechanical integrity of the portable chassis, ensuring consistent volumetric flow rates despite the fluctuating viscosity and particle concentration of the slurry.
Material Science & Manufacturing
The operational environment of a portable slurry pump is characterized by extreme abrasion and chemical corrosion, necessitating advanced material selection for the pump casing and impeller. The primary challenge is "abrasive wear," where solid particles impact the internal surfaces, leading to material loss. To counter this, industry-standard manufacturing utilizes High-Chrome White Irons (ASTM A532), which offer a hardness range of 60-65 HRC due to the presence of M7C3 carbides. For highly corrosive environments, duplex stainless steels or rubber-lined castings (using natural rubber or nitrile) are employed to provide a sacrificial or elastic layer that absorbs particle impact.
The manufacturing process begins with precision investment casting of the impeller and volute to minimize turbulence-induced erosion. Post-casting, components undergo heat treatment—specifically quenching and tempering—to optimize the martensitic structure for maximum toughness. The shaft is typically forged from 4140 alloy steel, precision ground to micron-level tolerances to prevent vibration. Key parameter control focuses on the "dynamic balance" of the impeller; any eccentricity beyond ISO 1940 G2.5 standards would lead to premature bearing failure under the high load of slurry transport. Furthermore, the portable frame is constructed from reinforced carbon steel with an epoxy-powder coating to resist environmental oxidation in field deployments.
Performance & Engineering
Engineering a portable slurry pump requires a rigorous force analysis of the fluid-structure interaction. The primary engineering focus is the "critical velocity," the minimum flow rate required to keep solid particles in suspension and prevent sedimentation within the pump casing. If the velocity falls below this threshold, the resulting "settling" causes rapid localized wear and eventual blockage. Hydraulic design optimizes the impeller vane geometry to reduce shear stress and turbulence, which are the primary drivers of cavitation and erosion.
Environmental resistance is integrated through the sealing system. Due to the abrasive nature of slurry, standard mechanical seals are often replaced by expeller seals or heavy-duty gland packing with a dedicated flushing system to prevent particles from migrating into the bearing housing. Compliance requirements dictate that the pump must operate under varying Specific Gravity (SG) conditions. As the SG of the slurry increases, the required Brake Horsepower (BHP) increases proportionally, necessitating a robust engine or motor coupling that can handle torque surges without mechanical failure. The portable aspect is engineered using high-strength vibration isolators to ensure that the kinetic energy of the pumping action does not compromise the structural integrity of the mobile chassis.
Technical Specifications
| Specification Parameter | Standard Duty Model | High-Chrome Model | Rubber-Lined Model | Industrial Heavy Model |
|---|---|---|---|---|
| Max Flow Rate (m³/h) | 150 | 200 | 180 | 350 |
| Max Discharge Head (m) | 25 | 30 | 22 | 45 |
| Max Particle Size (mm) | 15 | 20 | 10 | 35 |
| Casing Material | Cast Iron | ASTM A532 High-Chrome | NBR Rubber Lined | Duplex Steel |
| Impeller Hardness (HRC) | 45-50 | 60-65 | N/A (Elastic) | 55-60 |
| Operating Temperature (°C) | -10 to 60 | -20 to 120 | -10 to 80 | -30 to 150 |
Failure Mode & Maintenance
Failure analysis of portable slurry pumps typically reveals three dominant modes: abrasive erosion, cavitation-induced pitting, and mechanical seal degradation. Abrasive erosion is most prevalent at the impeller eye and the volute tongue, where fluid velocity is highest. This manifests as a gradual drop in discharge pressure and flow rate. Cavitation occurs when the Net Positive Suction Head Available (NPSHa) falls below the Net Positive Suction Head Required (NPSHr), causing vapor bubbles to collapse violently against the impeller surface, resulting in "pitting" or microscopic craters that accelerate material failure.
Maintenance protocols must be predictive rather than reactive. We recommend a vibration analysis every 500 operating hours to detect bearing wear or impeller imbalance. For the sealing system, gland packing should be adjusted to allow a controlled "drip" of leakage (approx. 30-60 drops per minute) to lubricate and cool the packing interface. When the impeller efficiency drops by 15%, a complete replacement of the wear liners is mandatory. To prevent oxidation in dormant portable units, the casing must be flushed with clean water and coated with a corrosion inhibitor before storage.
Industry FAQ
Q: How do we determine the correct impeller material for a specific slurry type?
A: Material selection depends on the PH value and the Mohs hardness of the solids. For acidic slurries with fine particles, rubber lining is superior. For alkaline slurries with high-impact, coarse minerals, High-Chrome White Iron (ASTM A532) is required to prevent rapid erosive wear.
Q: What is the primary cause of premature bearing failure in portable units?
A: The most common cause is shaft misalignment or excessive vibration due to an unbalanced impeller. In portable applications, uneven ground surfaces can also induce structural stress on the pump-motor coupling, leading to axial load imbalances.
Q: How does slurry density affect the pump's power requirements?
A: Power consumption increases linearly with the Specific Gravity (SG) of the fluid. An increase in SG increases the fluid's mass and viscosity, requiring higher torque from the prime mover to maintain the same RPM and flow rate.
Q: What are the signs that a pump is operating under cavitation?
A: The primary indicators are a distinct "marbles in the pump" sound, erratic discharge pressure gauges, and a noticeable increase in housing vibration. This usually indicates a suction blockage or an excessively high suction lift.
Q: Can a portable slurry pump be used for dry-priming?
A: No. Running a slurry pump dry will cause rapid overheating of the sealing system and can lead to the warping of the impeller due to thermal expansion. Always ensure the pump is primed with water or a compatible liquid before introducing slurry.
Conclusion
The technical efficacy of a portable slurry pump is fundamentally dependent on the integration of advanced metallurgy and precision hydraulic engineering. By prioritizing High-Chrome alloys and rubber linings, manufacturers can significantly extend the Mean Time Between Failures (MTBF) in highly abrasive environments. The balance between mobility and structural rigidity remains the core engineering challenge, requiring stringent adherence to dynamic balancing and vibration control standards.
Looking forward, the industry is shifting toward "smart" slurry pumps integrated with IoT sensors for real-time wear monitoring and automated NPSH adjustment. For procurement and operational managers, the focus must remain on matching the pump's material specifications to the specific chemical and physical properties of the slurry to optimize lifecycle costs and operational uptime.
-
Comprehensive Guide to Waterproof ORings for Optimal Sealing Solutions
News2026-06-09
-
heavy duty submersible pump Performance Analysis
News2026-06-25
-
best submersible pump for septic tank Performance Analysis
News2026-06-25
-
basement sewer ejector pump Performance Analysis
News2026-06-25
-
basement pumps ejector pumps Performance Analysis
News2026-06-25
-
basement lift pump Performance and Engineering
News2026-06-25
-
basement bathroom pump systems Performance Analysis
News2026-06-24
-
basement bathroom ejector pump system Performance Engineering
News2026-06-24
-
2 hp sewage pump Performance Engineering
News2026-06-24
-
1 hp septic pump Performance Engineering
News2026-06-24
-
submersible effluent pump Performance Analysis
News2026-06-24
-
submergable pump Material Science
News2026-06-23
-
sewer injection pump Performance Engineering
News2026-06-23
-
Sewer Ejector Pump System Performance Analysis
News2026-06-23
-
septic tank pump for sale Performance Engineering
News2026-06-23




