English
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com


Apr . 01, 2024 17:55 Back to list
oem medium head heavy duty slurry pump factory Performance Analysis
Introduction
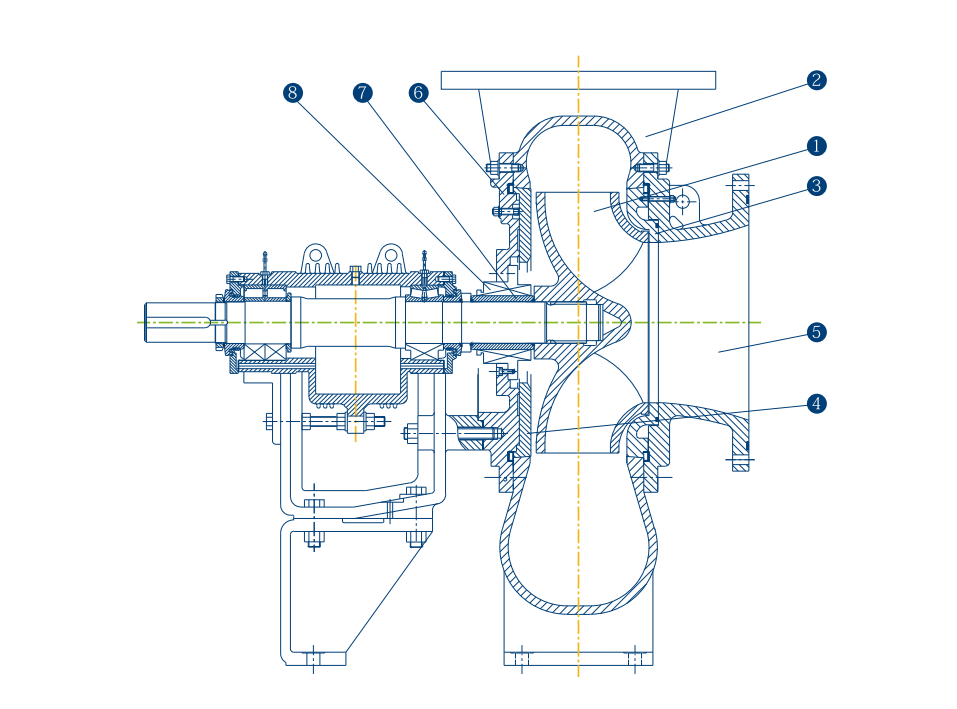
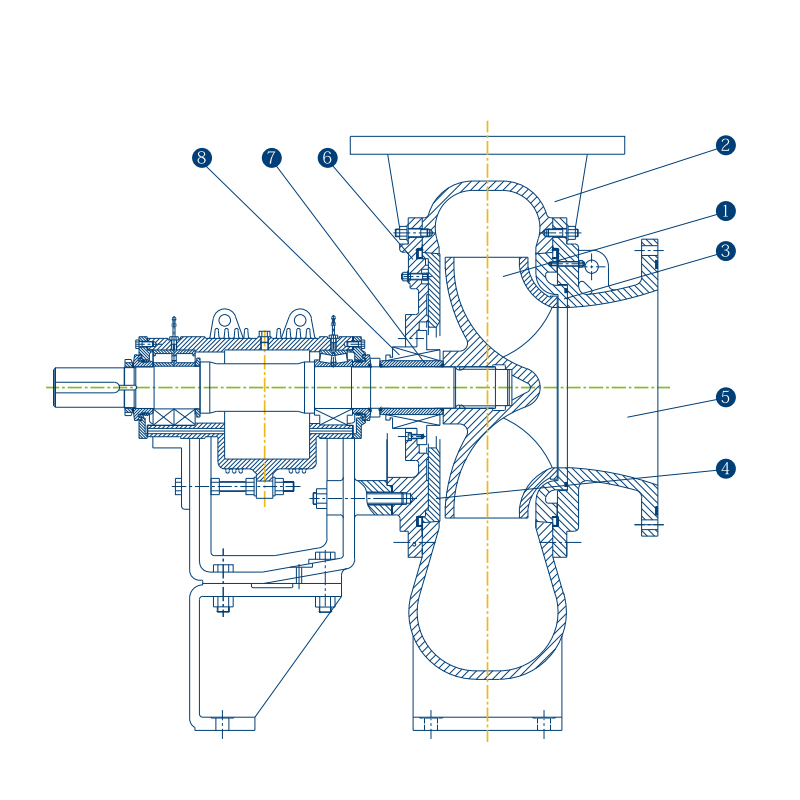
OEM medium head heavy duty slurry pumps are critical components in various industrial processes involving abrasive or corrosive fluids. These pumps, positioned within the fluid handling equipment sector, are engineered for the transportation of slurries – mixtures of solids and liquids – typically found in mining, wastewater treatment, dredging, and chemical processing. Their technical position centers around providing reliable, continuous fluid conveyance under demanding conditions, often replacing less robust centrifugal pumps where solids content is significant. Core performance characteristics are defined by flow rate (typically measured in cubic meters per hour), head (expressed in meters), solids handling capability (percentage by weight or particle size), and material compatibility to resist wear and corrosion. The demand for these pumps arises from the necessity to minimize downtime, reduce maintenance costs, and ensure efficient process operation within industries heavily reliant on slurry transport. A key industry pain point is premature pump failure due to abrasive wear, leading to unplanned outages and substantial repair expenses. Understanding the nuances of impeller design, material selection, and sealing systems is therefore paramount.
Material Science & Manufacturing
The construction of a heavy duty slurry pump relies heavily on specific material properties to withstand abrasive wear and chemical attack. Pump casings are commonly manufactured from high-chrome cast iron (typically 27-30% chrome content) offering excellent abrasion resistance, or alternatively from ductile iron with rubber or ceramic linings for highly corrosive environments. Impellers are often manufactured from similar high-chrome alloys, with designs tailored to specific slurry characteristics – open impellers for high solids content, closed impellers for cleaner fluids. Shafts are generally forged from alloy steel (e.g., 4140, 4340) and heat treated to achieve high tensile strength and fatigue resistance. Sealing systems utilize materials like tungsten carbide, silicon carbide, or specialized elastomers (e.g., Viton, EPDM) based on the fluid’s chemical composition and temperature.
Manufacturing processes vary depending on component complexity. Casings are produced via sand casting followed by heat treatment and machining. Impellers utilize investment casting for intricate geometries. Shafts undergo forging, machining, and non-destructive testing (NDT) like ultrasonic testing to ensure structural integrity. Welding processes, particularly submerged arc welding (SAW), are employed for joining larger components, demanding stringent quality control to prevent weld defects. Key parameter control focuses on chemical composition verification of raw materials, precise heat treatment cycles to achieve desired hardness and ductility, dimensional accuracy through CNC machining, and meticulous surface finishing to minimize flow restriction. The choice of welding consumables is critical to avoid corrosion in the weld zone. Regular inspections utilizing radiography and liquid penetrant testing are standard to identify any internal or surface flaws.
Performance & Engineering
The performance of a medium head heavy duty slurry pump is governed by several engineering principles. Force analysis focuses on hydraulic forces exerted by the slurry on the impeller, radial loads on the bearings, and axial thrust created by pressure differentials. Bearing selection (typically heavy-duty roller bearings) must account for these forces, coupled with anticipated shock loads from large solids. Environmental resistance is addressed through material selection and protective coatings. Pumps operating in corrosive environments require chemical-resistant linings and seals. For outdoor installations, consideration is given to temperature fluctuations, humidity, and potential UV exposure. Compliance requirements are dictated by regional and industry standards – for example, ATEX certification for potentially explosive atmospheres, or adherence to ANSI/ASME standards for pressure vessel design.
Functional implementation centers around optimizing impeller geometry to maximize hydraulic efficiency while minimizing wear. Computational Fluid Dynamics (CFD) simulations are increasingly utilized to model slurry flow patterns and identify areas of high erosion or turbulence. Pump curves (head vs. flow rate) are generated through rigorous testing, enabling accurate pump selection for specific application requirements. The Net Positive Suction Head Required (NPSHr) must be carefully considered to prevent cavitation, a phenomenon that can cause significant impeller damage. Variable Frequency Drives (VFDs) are often employed to control pump speed and flow rate, optimizing energy consumption and reducing wear. Proper piping design and installation are essential to minimize vibration and ensure reliable operation.
Technical Specifications
| Parameter | Unit | Typical Value (Range) | Testing Standard |
|---|---|---|---|
| Flow Rate | m³/hr | 50 – 500 | ISO 9905 |
| Head | m | 10 – 50 | ISO 9905 |
| Solids Handling Size | mm | Up to 75 | Internal testing per client spec |
| Slurry Concentration (Weight %) | % | Up to 60 | Internal testing per client spec |
| Casing Material | - | High-Chrome Cast Iron, Ductile Iron with Lining | ASTM A532/A496 |
| Impeller Material | - | High-Chrome Cast Iron, Alloy Steel | ASTM A532 |
| Shaft Material | - | 4140/4340 Forged Alloy Steel | ASTM A370 |
Failure Mode & Maintenance
Common failure modes in medium head heavy duty slurry pumps include abrasive wear of the impeller and casing, erosion of pump volute, corrosion of metallic components, mechanical seal failure, and bearing failure. Abrasive wear is accelerated by high solids content, large particle size, and sharp particle shapes. Erosion is caused by high-velocity slurry impacting pump components. Corrosion occurs when the slurry contains corrosive chemicals. Mechanical seal failures often result from abrasion, chemical attack, or improper installation. Bearing failures can be caused by excessive load, inadequate lubrication, or contamination. Fatigue cracking in the shaft can occur due to cyclic loading.
Preventative maintenance is crucial for extending pump life. Regular inspection of wear parts (impeller, casing, liners) is essential. Visual inspection for signs of erosion, corrosion, or cracking should be conducted at scheduled intervals. Lubrication of bearings should follow manufacturer’s recommendations. Mechanical seals should be inspected for leakage or signs of wear. Monitoring vibration levels can detect bearing problems or impeller imbalance. Proper alignment of the pump and motor is critical to prevent premature bearing failure. Implementing a robust filtration system upstream of the pump can reduce the concentration of abrasive particles. When replacing components, it’s imperative to use materials compatible with the slurry being pumped. Regular flushing of pump seals and casings can help prevent buildup of solids and prolong component life.
Industry FAQ
Q: What is the optimal impeller material for handling highly abrasive silica slurries?
A: For highly abrasive silica slurries, high-chrome cast iron (27-30% Cr) is generally the most cost-effective solution. However, for extremely aggressive slurries or applications demanding extended service life, ceramic impellers (e.g., alumina or silicon carbide) offer superior abrasion resistance, albeit at a higher initial cost. The trade-off depends on the specific slurry characteristics, flow rate, and acceptable downtime.
Q: How do you mitigate cavitation damage in a slurry pump?
A: Cavitation is primarily caused by insufficient NPSH available (NPSHa) being less than the NPSHr. Mitigation strategies include increasing the suction head, reducing fluid velocity in the suction piping, lowering the pump speed, and ensuring the impeller is free from damage. Proper pump selection considering the slurry properties and installation height is also critical. Monitoring for noise and vibration can indicate the onset of cavitation.
Q: What are the advantages of using a VFD with a slurry pump?
A: A VFD allows for precise control of pump speed, enabling flow rate adjustments to match process demands. This reduces energy consumption, minimizes wear by lowering slurry velocity, and prevents pump overload. Furthermore, a VFD can provide soft starting and stopping, reducing stress on the pump and piping system.
Q: How do rubber liners compare to ceramic liners in terms of corrosion resistance?
A: Rubber liners generally offer excellent resistance to a broad range of acids and alkalis. However, they are susceptible to degradation by hydrocarbons and solvents. Ceramic liners provide superior resistance to aggressive chemicals, including strong acids, alkalis, and solvents, but are more brittle and can be prone to cracking under impact loads.
Q: What is the typical lifespan of a mechanical seal in a slurry pump application?
A: The lifespan of a mechanical seal in a slurry pump application is highly variable, depending on the slurry’s abrasiveness, corrosiveness, and solids content. Typical lifespans range from 6 months to 2 years. Regular inspection and proper lubrication are crucial for maximizing seal life. Selecting the appropriate seal material (e.g., tungsten carbide vs. silicon carbide) based on the slurry composition is also essential.
Conclusion
OEM medium head heavy duty slurry pumps represent a complex interplay of materials science, fluid dynamics, and mechanical engineering. Their reliable performance is fundamental to the efficient operation of numerous industrial processes. Understanding the intricacies of slurry characteristics, pump selection, and preventative maintenance is paramount to maximizing uptime, minimizing lifecycle costs, and ensuring safe operation. Proper specification, incorporating careful consideration of abrasion resistance, corrosion resistance, and NPSH requirements, is the cornerstone of a successful slurry pumping system.
The future of slurry pump technology lies in advancements in materials science (e.g., novel ceramic composites), improved impeller designs leveraging CFD modeling, and the integration of predictive maintenance systems utilizing sensor data and machine learning algorithms. These innovations will further enhance pump efficiency, reliability, and longevity, reducing the total cost of ownership and enabling more sustainable industrial practices. Continued research into abrasion mechanisms and erosion control is also crucial for developing more durable and long-lasting pump components.
-
Comprehensive Guide to Waterproof ORings for Optimal Sealing Solutions
News2026-06-09
-
septic tank pump system Performance Analysis
News2026-06-15
-
septic system lift pump Performance Analysis
News2026-06-15
-
septic pumps for sale Performance Analysis
News2026-06-15
-
lift pump for septic system Material Science Manufacturing
News2026-06-15
-
Ejector Pit and Pump System Performance
News2026-06-15
-
basement plumbing pump Performance Engineering
News2026-06-14
-
water submersible pump Performance Engineering
News2026-06-14
-
Septic Systems with Pumps Performance Analysis
News2026-06-14
-
Septic Pump Systems Performance Analysis
News2026-06-14
-
septic ejector pump Material Science and Manufacturing
News2026-06-14
-
septic effluent pump Performance and Engineering
News2026-06-13
-
ejector sump pump Performance Engineering
News2026-06-13
-
Wastewater Pump Performance Analysis
News2026-06-13
-
waste water pumps Material Science Manufacturing
News2026-06-13




