English
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu
 Co., Ltd.")
Telephone: +86 13120555503
Email: frank@cypump.com


Apr . 01, 2024 17:55 Back to list
china metso slurry pump Performance Analysis

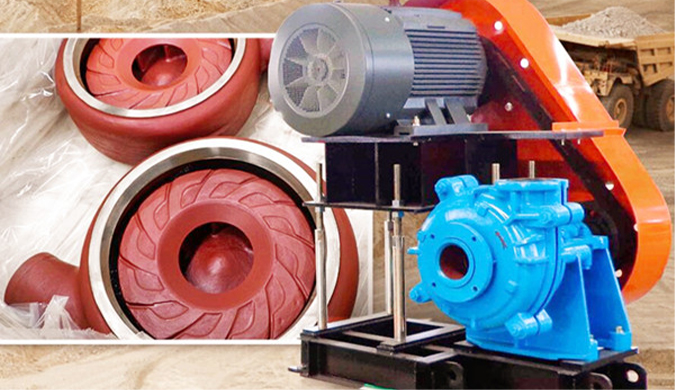
China Metso Slurry Pump Performance Analysis
The China Metso slurry pump represents a critical nexus of hydraulic engineering and material science, specifically engineered for the transport of highly abrasive and corrosive fluids within the mining and mineral processing sectors. Positioned as a primary mover in the industrial chain—from tailings management to hydrometallurgy—these centrifugal pumps are designed to mitigate the extreme erosive wear associated with high-solid-content slurries. The technical core of these pumps lies in their ability to maintain volumetric efficiency and head pressure while operating under severe cavitation risks and particle impingement. By integrating advanced impeller geometries with high-chromium alloys, the system optimizes the trade-off between flow rate and wear life, ensuring operational continuity in environments where conventional pumping systems would suffer catastrophic failure within hours.
Material Science & Manufacturing
The longevity of a China Metso slurry pump is fundamentally dictated by the metallurgical composition of its wetted parts. The industry standard centers on High-Chromium White Cast Irons (ASTM A532), typically containing 25% to 28% Chromium. This creates a complex microstructure consisting of hard primary M7C3 carbides embedded in a martensitic matrix, providing a hardness range of 600-650 Brinell (HB). For applications involving extreme chemical acidity combined with abrasion, duplex stainless steels or specialized rubber linings (natural rubber or nitrile) are employed to provide a "bounce-back" effect against smaller particles, reducing the impact energy transferred to the pump casing.
Manufacturing involves precision investment casting to ensure wall thickness uniformity, which is critical for preventing localized thinning and premature breakthrough. The machining process utilizes CNC grinding for the impeller eye and volute tongue to minimize turbulence and streamline flow patterns. Heat treatment is a pivotal stage; a rigorous quenching and tempering cycle is applied to relieve internal casting stresses and stabilize the carbide distribution. Furthermore, the shafting is typically manufactured from 4140 alloy steel, vacuum-degassed and induction-hardened at the bearing seats to prevent fretting corrosion and ensure concentricity within microns, reducing vibration-induced fatigue.
Performance & Engineering
Engineering a slurry pump requires a rigorous analysis of fluid dynamics, specifically the interaction between the liquid phase and the suspended solids. The primary engineering challenge is the management of the "critical settling velocity"; if the flow velocity drops below this threshold, solids precipitate, leading to pipeline blockage and pump surge. The China Metso slurry pump employs a semi-open impeller design to reduce the risk of clogging while maintaining a high Net Positive Suction Head (NPSH) margin to prevent cavitation. Force analysis is applied to the impeller vanes to balance radial thrust, thereby extending the mean time between failures (MTBF) for the bearings and mechanical seals.
Environmental resistance is achieved through a modular sealing system. Heavy-duty expellers are integrated to divert solids away from the stuffing box, while gland water systems maintain a positive pressure barrier, preventing the ingress of abrasive grit into the bearing housing. Compliance with international hydraulic standards ensures that the pump's efficiency curves are predictable across varying slurry densities (specific gravity ranging from 1.1 to 1.5). The structural frame is engineered for high rigidity to dampen low-frequency vibrations that could otherwise lead to resonance and structural cracking of the pump volute.
Technical Specifications
| Technical Parameter | Standard Specification | High-Wear Configuration | Chemical-Resistant Option | Tolerance Range |
|---|---|---|---|---|
| Max Flow Rate (m³/h) | 450 | 600 | 300 | ± 5% |
| Maximum Head (m) | 80 | 110 | 60 | ± 3% |
| Lining Material | Cr27 Cast Iron | High-Chrome Alloy | Natural Rubber | Hardness 600-650 HB |
| Max Particle Size (mm) | 40 | 65 | 25 | +2mm / -0mm |
| Shaft Power (kW) | 110 | 185 | 75 | ± 10% |
| Operating Temperature (°C) | -10 to 80 | -10 to 120 | -20 to 60 | ± 5°C |
Failure Mode & Maintenance
Failure Analysis in slurry pumps typically reveals three primary modes: abrasive wear, cavitation erosion, and fatigue cracking. Abrasive wear manifests as "scouring" on the impeller vanes and volute liners, often accelerated by "slurry slip" where particles slide along the surface, removing the protective oxide layer. Cavitation occurs when the local pressure drops below the vapor pressure, creating bubbles that implode with extreme force, pitting the metal surfaces. Fatigue cracking is usually found in the pump shaft or bearing housings, caused by misalignment or excessive radial loads from unbalanced impellers.
Professional maintenance requires a predictive approach. Vibration analysis (FFT) should be conducted monthly to detect bearing degradation early. Impeller clearances must be measured and adjusted to maintain the optimal gap between the impeller and the wear plate; an excessive gap leads to internal recirculation, which drastically increases wear rates and lowers efficiency. For liner replacement, the "staged replacement" method is recommended, where only the most worn sections are replaced to optimize downtime. Lubrication systems must be monitored for contamination, as the ingress of fine slurry particles into the oil creates an abrasive paste that can destroy bearings in a matter of hours.
Industry FAQ
Q: How do we determine the optimal liner material between High-Chrome and Rubber?
A: The selection is based on the particle size and impact energy. High-Chrome alloys are superior for large, sharp particles with high impingement angles. Rubber linings are preferred for smaller, fine particles where "abrasive scrubbing" is the primary wear mechanism, as rubber absorbs the energy of the particle impact.
Q: What is the primary cause of premature impeller failure in high-density slurries?
A: The most common cause is "internal recirculation" caused by worn wear plates. When the clearance increases, slurry flows back from the discharge to the suction side, creating high-velocity turbulence that accelerates the erosion of the impeller vanes.
Q: How does the pump handle fluctuations in slurry specific gravity?
A: The pump's motor is typically oversized to handle the increased torque requirements of higher specific gravity fluids. Engineers must monitor the power draw; an increase in slurry density directly increases the BHP (Brake Horsepower) required to maintain the same flow rate.
Q: What are the indicators that a pump is operating too far to the left of its BEP (Best Efficiency Point)?
A: Indicators include increased vibration, audible noise associated with recirculation, and rapid wear on the suction side of the impeller. Operating far from the BEP increases the risk of cavitation and shaft deflection.
Q: Can the pump be operated in a dry-run condition for short periods?
A: Absolutely not. Dry running leads to immediate overheating of the mechanical seals and potential flashing of residual fluids, which can cause thermal shock and permanent deformation of the impeller and wear rings.
Conclusion
The China Metso slurry pump is an engineered solution designed to withstand the harshest thermodynamic and mechanical stresses found in mineral processing. Its effectiveness is not merely a result of its power, but the precise synergy between its high-chromium metallurgy, hydraulic profile, and rigorous manufacturing tolerances. By focusing on the mitigation of abrasive wear and the optimization of flow dynamics, these pumps ensure the operational stability of the entire production line.
To maximize the lifecycle of these assets, operators must shift from reactive to predictive maintenance, utilizing vibration monitoring and precise clearance management. As the industry moves toward higher tonnage and more complex ores, the continued evolution of wear-resistant materials and CFD-optimized geometries will remain the primary drivers in reducing the total cost of ownership and increasing systemic reliability.
-
submersible pump for sewage treatment plant Performance Analysis
News2026-06-01
-
single phase sewage submersible pump Material Science Manufacturing
News2026-06-01
-
sewage water submersible pump Material Science Manufacturing
News2026-06-01
-
Sewage Submersible Pump Price List Performance Analysis
News2026-06-01
-
sewage submersible pump 3hp Performance Analysis
News2026-06-01
-
submersible effluent sewage pump Performance Analysis
News2026-05-31
-
stainless steel submersible sewage pumps Performance Engineering
News2026-05-31
-
stainless steel submersible sewage pump Material Science Manufacturing
News2026-05-31
-
Sewage Submersible Pump Installation Performance Analysis
News2026-05-31
-
sewage submersible pump 2hp Performance Analysis
News2026-05-31
-
sewage submersible pump 1hp Performance Analysis
News2026-05-30
-
1 hp sewage submersible pump Performance Analysis
News2026-05-30
-
waste pump for basement bathroom Performance and Engineering
News2026-05-30
-
Sump Pump Drain Field Performance Analysis
News2026-05-30
-
small sewage pump Performance Analysis
News2026-05-30




